



1 微細穴加工
微細な穴も超高速化。最小径φ0.04。 国内・国際特許を取得したアステック独自の加工技術により圧倒的なスピードでの微細穴加工の量産化を実現。
- 深さ :5.0mm
- 穴径 :φ0.13
- 加工時間:67秒
SUS304
- 深さ :0.2mm
- 穴径 :φ0.04
- 加工時間:4秒
SUS304
2 微細創成加工
電極を下に送りながら任意の方向へ動かすことにより様々な形状の穴を開けることが可能。 微細の領域で実現。1台で複数の加工を行え、省スペース・高コストパフォーマンスを発揮。
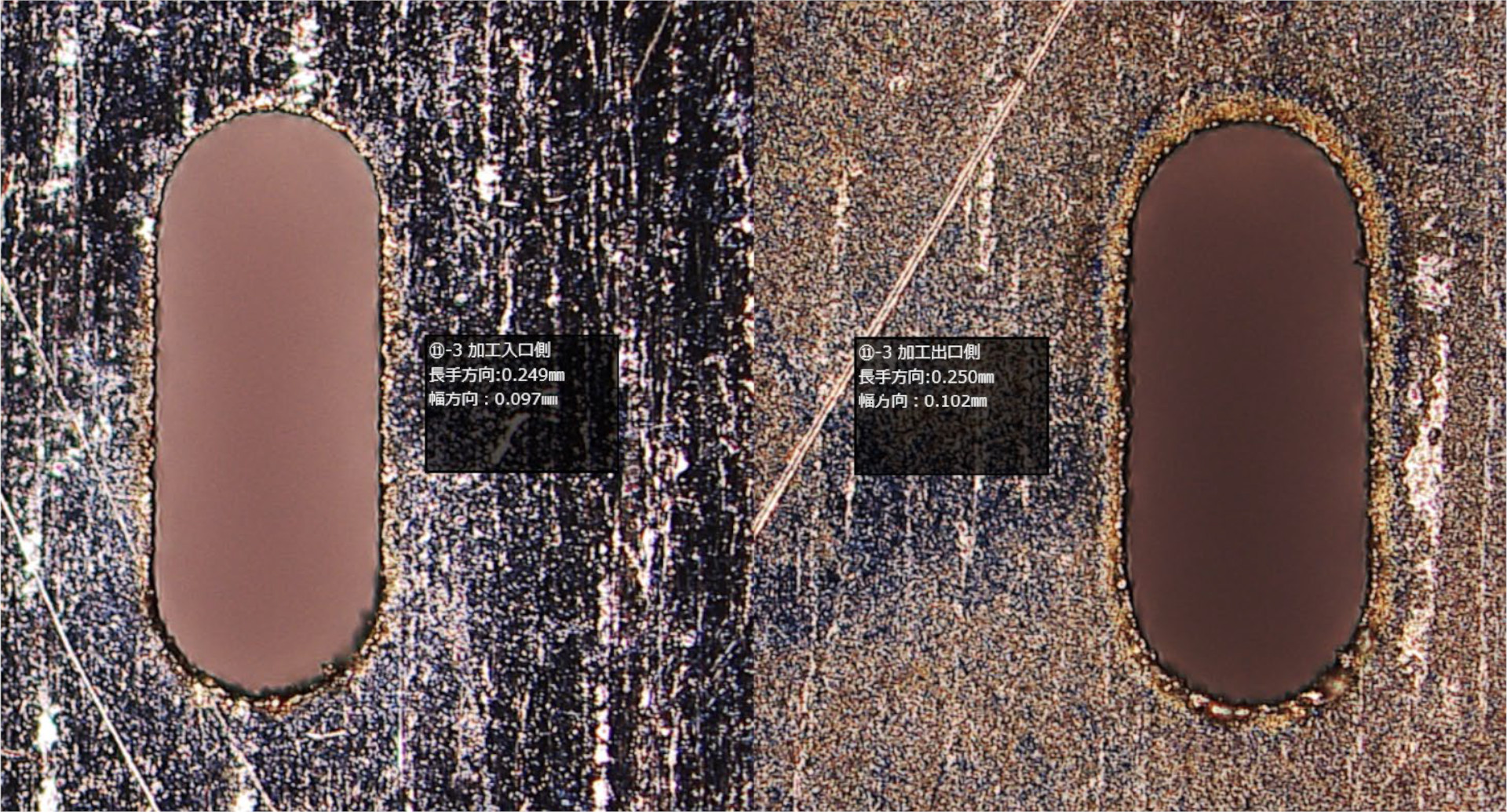
- 深さ :1.0mm
- 穴径 :φ0.25*0.10
- 加工時間:26秒
SUS430

3 超深穴細穴加工
切削加工では難しい深穴加工を得意とする6Z1800。 最大1,800mmの電極を使用し、直径1mm、最大深さ1,500mmの貫通加工が可能。 特殊な中間振れ止めを設置することで電極回転時の振れを抑制し、安定した加工を垂直精度を確保。
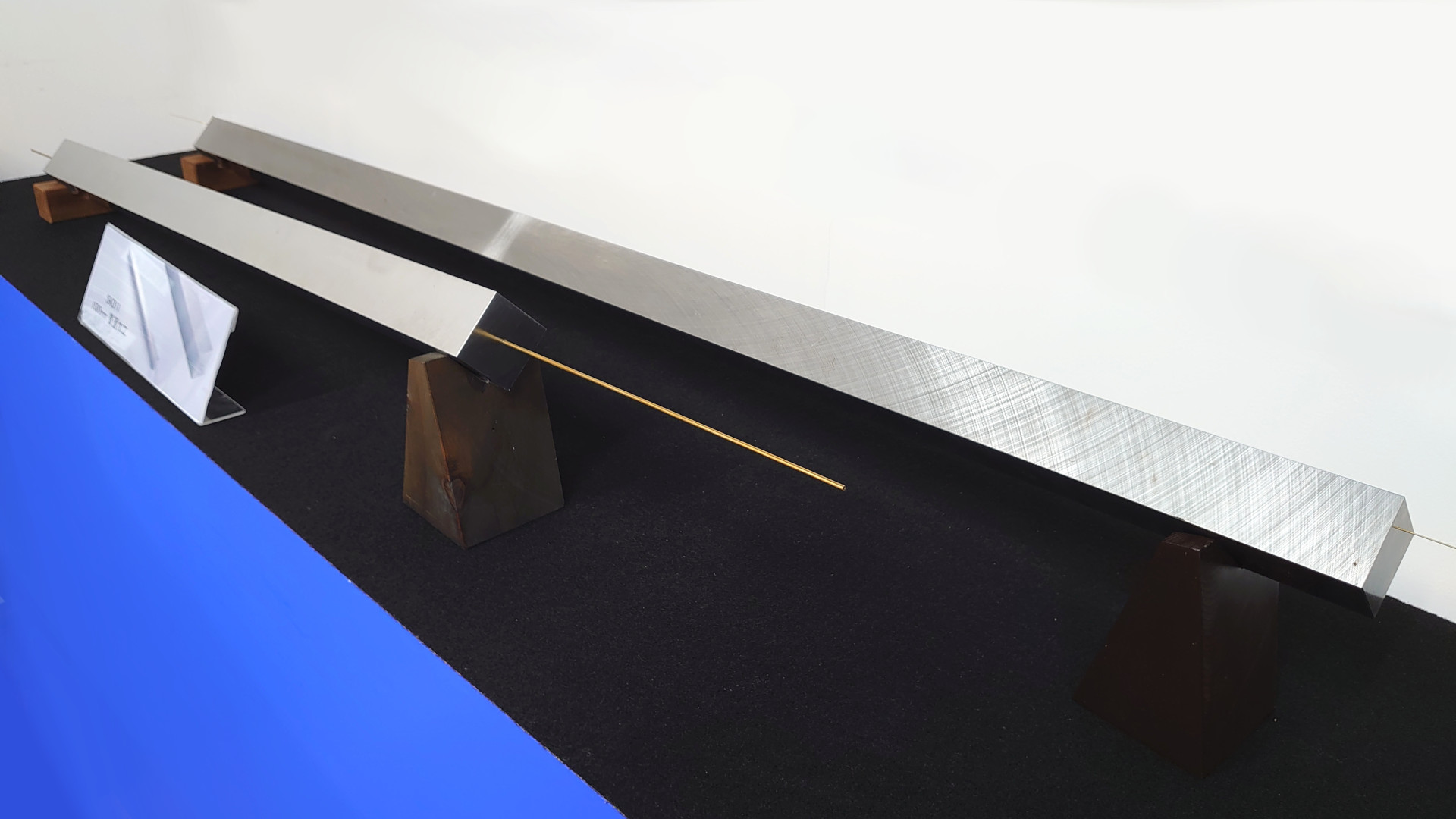
- 深さ :1,500mm
- 穴径 :φ1.0
- 加工時間:89分15秒
SKD11焼き入れ
4 超硬深穴加工
難削材への加工も細く深く。加工が難しいとされる超硬素材への加工を追及。 独自の技術と経験を基にφ0.5からφ9.0まで、細穴放電加工機の可能性を広げる。
- 深さ :150mm
- 穴径 :φ0.5
- 加工時間:169分35秒
超硬SA180
- 深さ :100mm
- 穴径 :φ9.0
- 加工時間:510分
超硬G6
5 難削材大径深穴加工
インコネル、アルミニウム、チタン、ステンレスなどガンドリルが苦手とする難削材に対する加工。 電気を通す材質であれば加工可能という特性を持つ細穴放電加工機では、難削材の深穴加工も実現する。
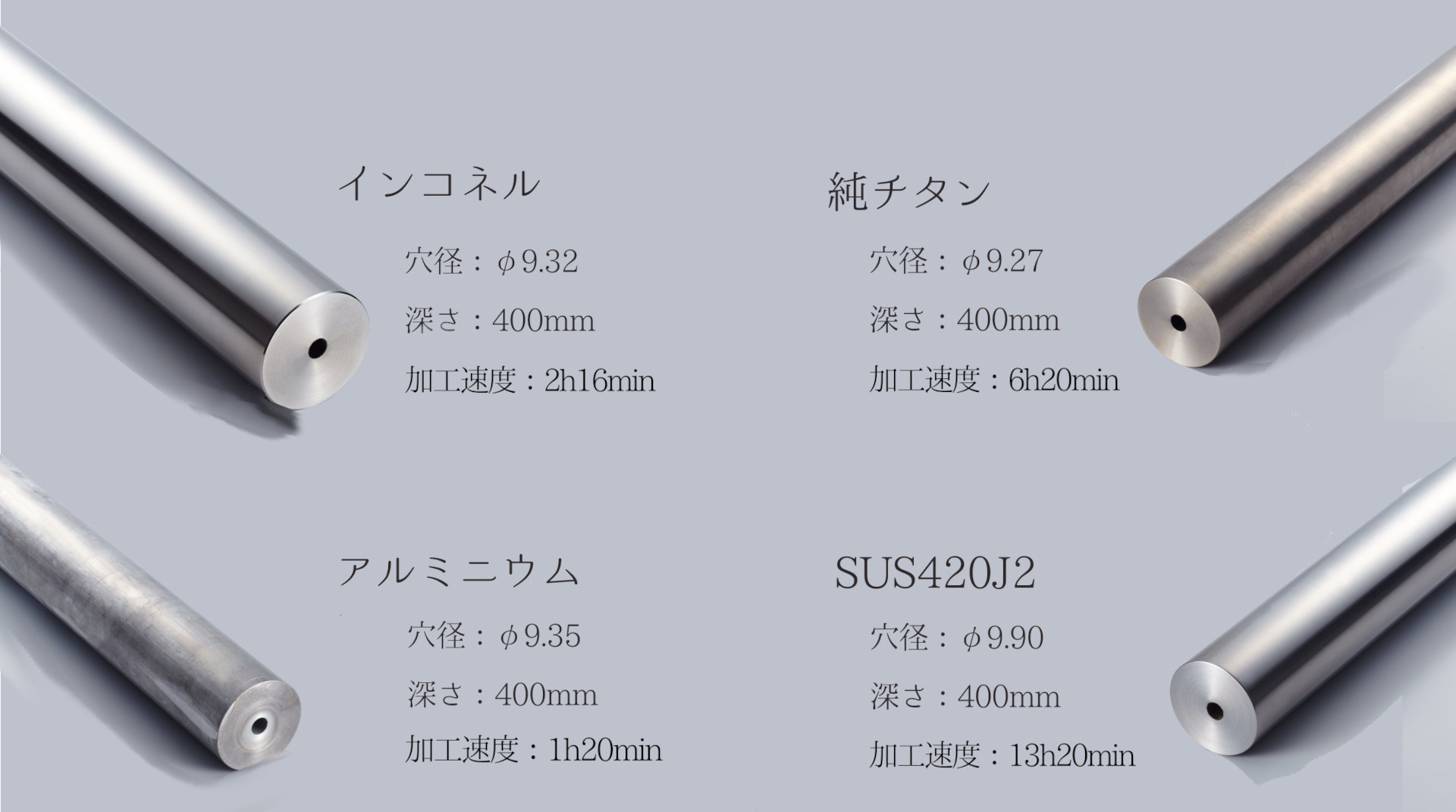
- 深さ :400mm
- 穴径 :φ9.32
- 加工時間:2時間16分
左上インコネル
- 深さ :400mm
- 穴径 :φ9.27
- 加工時間:6時間20分
右上 純チタン
- 深さ :400mm
- 穴径 :φ9.35
- 加工時間:1時間20分
左下アルミニウム
- 深さ :400mm
- 穴径 :φ9.90
- 加工時間:13時間20分
右下SUS420J2
6 チタンの無変色加工
現在開発中の新型電源では、チタン素材への加工時に起こる変色を最小限に抑えることが可能。 深穴加工も問題なく従来電源と新型電源での加工では変色の有無が一目瞭然。 この新型電源はすべての機種と組み合わせ可能。
- 深さ :150mm
- 穴径 :左 φ1.50
- 右 φ1.25
- 加工時間:左 10分50秒
- 右 10分31秒
64チタン

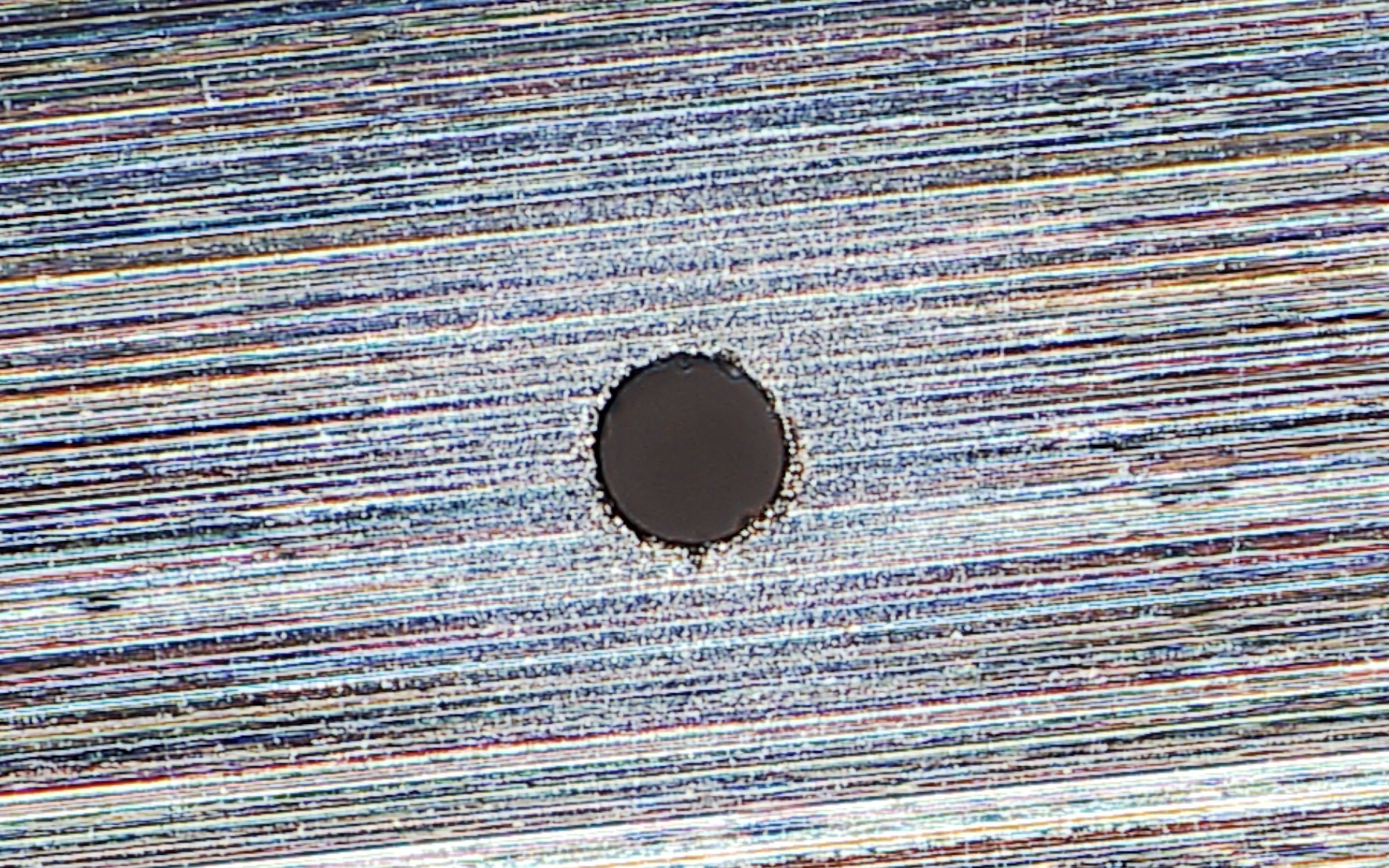
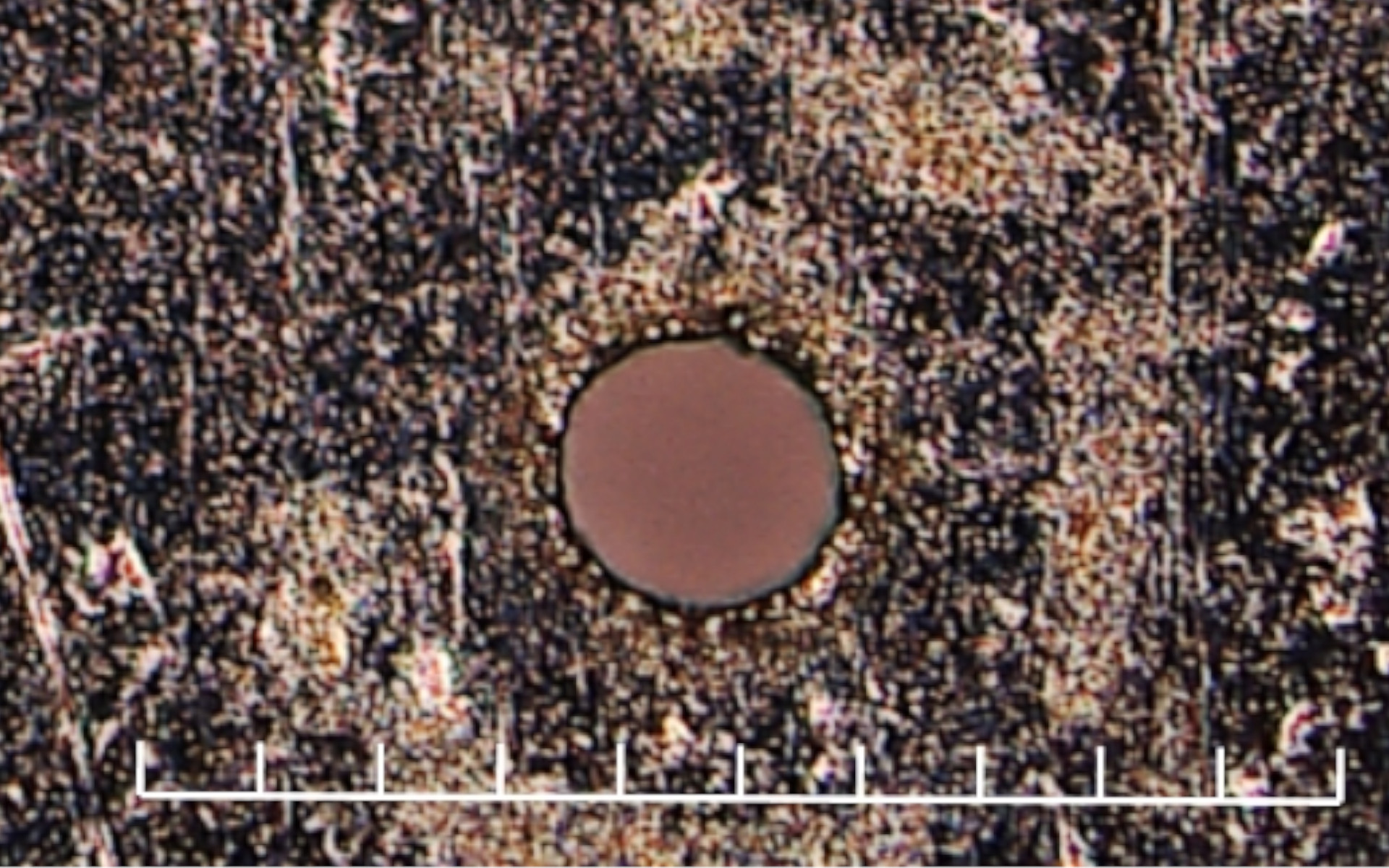
7 次世代化合物半導体加工
電化住宅HEMS、電気自動車EVなどに使用されるSiC(シリコンカーバイド)や 5G等の基地局の電源、充電器などに使用されるGaN(窒化ガリウム)など、次世代化合物である半導体加工への研究も積極的に進めている。
- 深さ :11mm
- 穴径 :φ0.45-0.44
- 加工時間:19秒
SiC シリコンカーバイド
- 深さ :0.45mm
- 穴径 :φ0.099-0.108
- 加工時間:2秒
GaN 窒化ガリウム
- 深さ :0.45mm
- 穴径 :φ0.51-0.52
- 加工時間:10秒
8 特殊材質加工
特殊な性質をもつ材質への加工も追及。
ドリル加工の場合には歯が傷みやすく、割れや欠けが起きる可能性があるネオジム、サマリウムコバルト磁石は、非接触加工の細穴放電加工機なら問題なく加工。
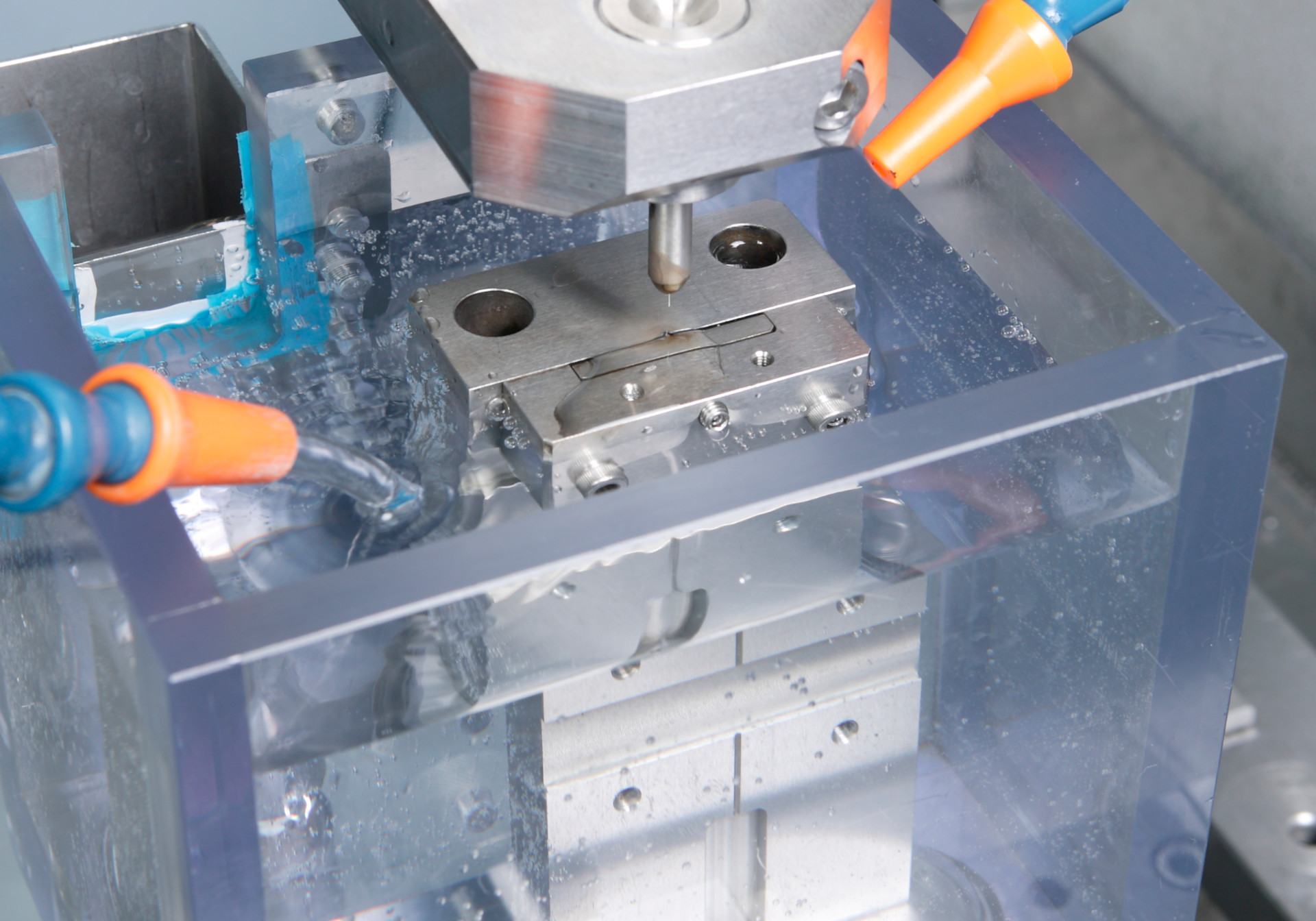
切り屑が発火しやすく加工の際に注意が必要となるマグネシウムへの加工も、浸漬加工を行うことで解決。(画像1)
また、電気を通さないセラミックスには加工することができなかったが、電気を通す”導電性セラミックス”への加工に挑戦するなど、
様々な可能性を引き出していく。
- 深さ :50mm
- 穴径 :φ0.45
- 加工時間:7分
ネオジム
- 深さ :50mm
- 穴径 :φ0.95
- 加工時間:8分
- 深さ :38mm
- 穴径 :φ1.0
- 加工時間:6分
サマリウムコバルト磁石

- 深さ :100mm
- 穴径 :φ2.0
- 加工時間:1分30秒
マグネシウム
- 深さ :3mm
- 穴径 :φ0.128-0.178
- 加工時間:36秒
NPZ-28 導電性セラミックス
画像1
9 ディンプル加工
摩擦抵抗の軽減や潤滑油の持続性向上のほか、 加工屑・スラッジなどの付着軽減、洗浄力の向上などのメンテナンス性を高める場合などに活用される。 また、超音波による位置検出などにも利用されており、幅広い業界で求められるディンプル加工の超高速化を実現。

- パイプ外径:φ1.0
- 深さ :0.1mm
- 穴径 :φ0.1
- 加工穴数 :390穴
- 加工時間 :15分45秒 1穴当たり2.423秒
SUS440C
